





Az elmúlt években rohamosan fejlődött az impulzusos szálas lézerek alkalmazása a lézeres jelölés területén, amelyek közül az elektronikus 3C termékek, a gépek, az élelmiszerek, a csomagolás stb.
Jelenleg a piacon a lézeres jelölésben használt impulzusos szálas lézerek között főként a Q-kapcsolós technológia és a MOPA technológia szerepel.A MOPA (Master Oscillator Power-Amplifier) lézer olyan lézerszerkezetre utal, amelyben a lézeroszcillátor és egy erősítő kaszkádba van kapcsolva.Az iparban a MOPA lézer egy egyedülálló és „intelligensebb” nanoszekundumos impulzusszálas lézer, amely egy elektromos impulzusokkal hajtott félvezető lézermagforrásból és egy szálerősítőből áll.„Intelligenciája” elsősorban abban mutatkozik meg, hogy a kimeneti impulzus szélessége egymástól függetlenül állítható (2ns-500ns), az ismétlési frekvencia pedig megahertz is lehet.A Q-kapcsolt szálas lézer magforrás szerkezete egy veszteségmodulátor behelyezése a száloszcillátor üregébe, amely az üregben lévő optikai veszteség periodikus modulálásával nanoszekundumos impulzus fénykibocsátást hoz létre bizonyos impulzusszélességgel.
A lézer belső szerkezete
A MOPA szálas lézer és a Q-kapcsolt szálas lézer közötti belső szerkezeti különbség elsősorban az impulzusos magfény jel generálási módszereiben rejlik.A MOPA szálas lézer impulzusmag optikai jelet az elektromos impulzusmeghajtó félvezető lézerchip állítja elő, vagyis a kimenő optikai jelet a meghajtó elektromos jel modulálja, így nagyon erős a különböző impulzusparaméterek (impulzusszélesség, ismétlési frekvencia) generálására. , impulzus hullámforma és teljesítmény stb.) Rugalmasság.A Q-kapcsolt szálas lézer impulzusmag optikai jele a rezonáns üregben az optikai veszteség periodikus növelésével vagy csökkentésével impulzusos fénykibocsátást generál, egyszerű felépítéssel és árelőnnyel.A Q-kapcsoló eszközök hatása miatt azonban az impulzusparaméterek bizonyos korlátozásokkal rendelkeznek.
Kimeneti optikai paraméterek
A MOPA szálas lézer kimeneti impulzusszélessége egymástól függetlenül állítható.A MOPA szálas lézer impulzusszélessége bármilyen hangolható (2ns~500 ns tartomány).Minél szűkebb az impulzusszélesség, annál kisebb a hőhatás zóna, és nagyobb feldolgozási pontosság érhető el.A Q-kapcsolt szálas lézer kimeneti impulzusszélessége nem állítható, és az impulzus szélessége általában állandó egy bizonyos fix értéknél, 80 ns és 140 ns között.A MOPA szálas lézer szélesebb ismétlési frekvenciatartománysal rendelkezik.A MOPA lézer újrafrekvenciája elérheti a MHz-es nagyfrekvenciás kimenetet.A magas ismétlési frekvencia nagy feldolgozási hatékonyságot jelent, és a MOPA továbbra is képes fenntartani a magas csúcsteljesítmény jellemzőit magas ismétlési frekvencia körülmények között.A Q-kapcsolt szálas lézert a Q kapcsoló üzemi körülményei korlátozzák, így a kimeneti frekvencia tartomány szűk, a magas frekvencia pedig csak ~100 kHz-et érhet el.
Alkalmazási forgatókönyv
A MOPA szálas lézer széles paraméter beállítási tartománnyal rendelkezik.Ezért amellett, hogy lefedi a hagyományos nanoszekundumos lézerek feldolgozási alkalmazásait, egyedülálló szűk impulzusszélességét, magas ismétlési frekvenciáját és nagy csúcsteljesítményét is felhasználhatja néhány egyedi precíziós feldolgozási alkalmazás eléréséhez.mint például:
1.Alumínium-oxid lemez felületcsupaszításának alkalmazása
A mai elektronikai termékek egyre vékonyabbak és könnyebbek.Számos mobiltelefon, táblagép és számítógép vékony és könnyű alumínium-oxidot használ termékhéjként.Amikor Q-kapcsolós lézerrel jelöljük meg a vezető pozíciókat egy vékony alumíniumlemezen, könnyen deformálódhat az anyag, ami „domború héjakat” eredményez a hátoldalon, közvetlenül befolyásolva a megjelenés esztétikáját.A MOPA lézer kisebb impulzusszélesség-paramétereinek használata miatt az anyag nem deformálódik könnyen, az árnyékolás finomabb és fényesebb lesz.Ennek az az oka, hogy a MOPA lézer egy kis impulzusszélesség-paramétert használ, hogy a lézer rövidebb ideig maradjon az anyagon, és elég nagy energiája van az anódréteg eltávolításához, így a vékony alumínium-oxid felületén lévő anód eltávolításához. lemez, a MOPA lézerek jobb választás.
2. Eloxált alumínium feketítő alkalmazás
Lézerrel fekete védjegyek, modellek, szövegek stb. jelölésére az eloxált alumínium anyagok felületén a hagyományos tintasugaras és selyemszita technológia helyett széles körben alkalmazták az elektronikus digitális termékek héjain.
Mivel a MOPA impulzusos szálas lézer széles impulzusszélességgel és ismétlési frekvencia beállítási tartománnyal rendelkezik, a szűk impulzusszélesség és a magas frekvenciájú paraméterek használata fekete hatást kelthet az anyag felületén.A paraméterek különböző kombinációi különböző szürkeségi szinteket is jelölhetnek.hatás.
Emiatt nagyobb szelektivitással rendelkezik a különböző feketeség és kézi tapintás folyamathatásaira, és ez az előnyben részesített fényforrás az eloxált alumínium feketítésére a piacon.A jelölés két módban történik: pont módban és beállított pontteljesítményben.A pontok sűrűségének beállításával különböző szürkeárnyalatos effektusok szimulálhatók, az eloxált alumínium felületén pedig személyre szabott fényképek és személyre szabott kézműves alkotások jelölhetők.

3.Színes lézeres jelölés
A rozsdamentes acél színalkalmazásban a lézernek kis és közepes impulzusszélességekkel és magas frekvenciákkal kell dolgoznia.A színváltozást elsősorban a frekvencia és a teljesítmény befolyásolja.Ezeknek a színeknek a különbségét főként magának a lézernek az egyetlen impulzus energiája és az anyagon lévő foltjának átfedési aránya befolyásolja.Mivel a MOPA lézer impulzusszélessége és frekvenciája egymástól függetlenül állítható, az egyik módosítása nem befolyásolja a többi paramétert.Egymással együttműködve olyan lehetőségeket valósítanak meg, amelyek Q-kapcsolós lézerrel nem valósíthatók meg.A gyakorlati alkalmazásokban az impulzusszélesség, a frekvencia, a teljesítmény, a sebesség, a kitöltési mód, a kitöltési távolság és egyéb paraméterek beállításával, a különböző paraméterek permutálásával és kombinálásával több színhatást, gazdag és finom színeket jelölhet meg.A rozsdamentes acél étkészleteken, orvosi berendezéseken és kézműves tárgyakon pompás logók vagy minták jelölhetők meg, amelyek gyönyörű dekoratív hatást keltenek.

Általánosságban elmondható, hogy a MOPA szálas lézer impulzusszélessége és frekvenciája egymástól függetlenül állítható, és a beállítási paraméter-tartomány nagy, így a feldolgozás rendben van, a termikus hatás alacsony, és kiemelkedő előnyei vannak az alumínium-oxid lemez jelölésében, az eloxált alumíniumban. feketítés és rozsdamentes acél színezés.Ismerje fel azt a hatást, amelyet a Q-kapcsolt szálas lézer nem képes elérni A Q-kapcsolt szálas lézert erős jelölőerő jellemzi, ami bizonyos előnyökkel jár a fémek mélygravírozásában, de a jelölési hatás viszonylag durva.Az elterjedt jelölési alkalmazásokban a MOPA impulzusos szálas lézereket összehasonlítják a Q-kapcsolós szálas lézerekkel, és főbb jellemzőiket a következő táblázat mutatja be.A felhasználók a jelölőanyagok és effektusok tényleges igényei szerint választhatják ki a megfelelő lézert.
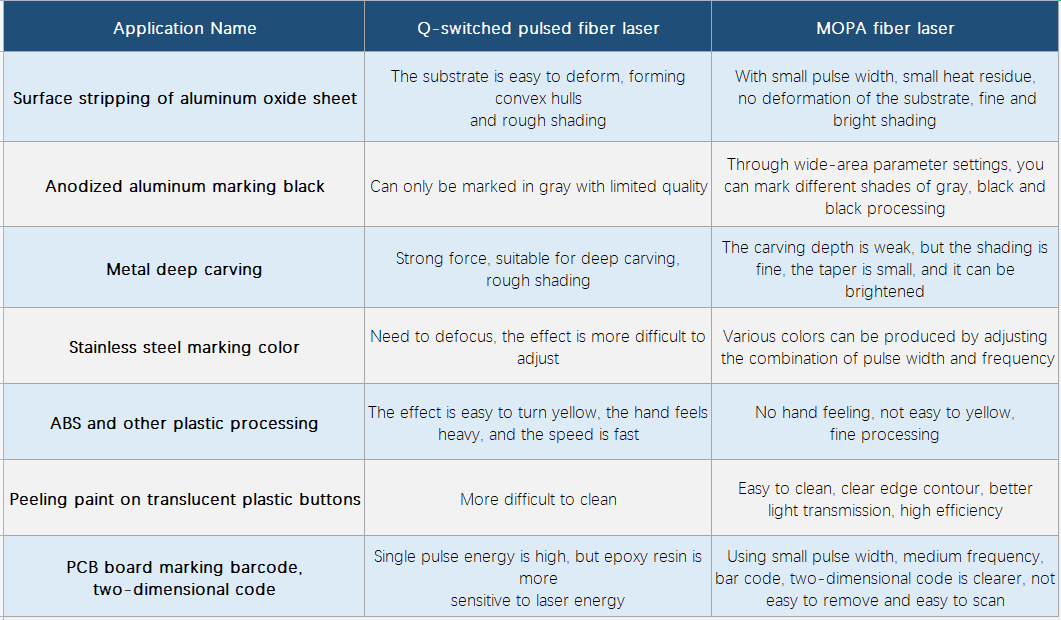
A MOPA szálas lézer impulzusszélessége és frekvenciája egymástól függetlenül állítható, és a beállítási paraméter tartomány nagy, így a feldolgozás rendben van, a termikus hatás alacsony, és kiemelkedő előnyei vannak az alumínium-oxid lemez jelölésében, az eloxált alumínium feketítésében, a rozsdamentes acél színezésében, és lemezhegesztés.Az a hatás, amelyet a Q-kapcsolós szálas lézer nem ér el.A Q-kapcsolt szálas lézert erős jelölőerő jellemzi, ami bizonyos előnyökkel jár a fémek mélygravírozásában, de a jelölési hatás viszonylag durva.
Általánosságban elmondható, hogy a MOPA szálas lézerek szinte helyettesíthetik a Q-kapcsolt szálas lézereket a csúcskategóriás lézeres jelölési és hegesztési alkalmazásokban.A jövőben a MOPA szálas lézerek fejlesztése a szűkebb impulzusszélességeket és magasabb frekvenciákat veszi majd irányadónak, és ezzel párhuzamosan a nagyobb teljesítmény és nagyobb energia felé vonul, továbbra is megfelel a lézeres anyag finomfeldolgozásának új követelményeinek, és továbbra is fejleszteni, mint például a lézeres rozsdamentesítő és a lidar.És más új alkalmazási területek.
Feladás időpontja: 2021.07.18





